
CAMS
Chesapeake Area Metalworking Society
Review of 25 April
2002 Meeting
Fairland Public Library
14910 Old Columbia Pike
Burtonsville, MD
under construction




Chesapeake Area
Chesapeake Area Metalworking Society
Review of April 25, 2002, Meeting
Fairland Public Library
14910 Old Columbia Pike
Burtonsville, MD
Roy Schaffer acted as "den
mother" for a moderate turnout of a
dozen-and-a-half or so CAMS members.
Roy kicked things off by showing a
right-angle Vee block (i.e., with two
Vee's machined at a 90-degree angle to
each other). This artifact was exhibited
for the particular benefit of Tom Hubin,
who will need something like this for
machining an optical mirror holder that
he is planning.
Dave Bluett showed us the produce of one
of his recent scrapyard visits. Copper
balls of about two-inch diameter, of
which Dave secured about 25 good
machined ones from a five-gallon bucket
load.
Dave's show-and-tell prompted Chris
Helgesen to share with us a "copper
anecdote" from the days when he
worked in a laser lab: One of the lab's
projects required that lasers shoot
their beams into the windows of a
four-foot diameter stainless steel
sphere at a deuterium target. Prior to
"shooting," this target was
chilled by a cryoshroud, a tapered
copper tube with circular cutouts, with
an interconnected series of passages for
liquid helium which were made by
drilling and plugging a great many
holes. This shroud would sit around the
target, until it was pulled away by a
powerful linear motor in a matter of
nanoseconds before the lasers were
triggered. The lab had one primary
cryoshroud and two backup units--each of
which had taken around 120 tries to make
correctly!
While we were thus engrossed in the
discussion of machined metal balls, Roy
related how steel balls were used in the
Lehigh Valley cement industry in the
"raw mill" process to ball
mill cement rock.
Chris took to the floor again to show an
iron casting that he had procured from a
neighbor as part of a wood lathe deal.
Chris asked if anyone could identify the
casting, which bore Part Number 1025.
Chris also showed a kit of Starrett
indicator accessories which included two
rocker arms for transferring motion to
the plunger in right-angle and
180-degree (or is it zero-degree?)
setups.
Finally, Chris asked the group for
design hints and ideas for making a
tooling tray (primarily to hold collets)
for his lathe headstock area.
John Webb showed a VERY nice toolmaker's
vise that he had made. John related that
when he had shown the vise at an earlier
meeting, he was asked if he had made any
sketches or drawings of his design. At
that time he had not, but he rose to the
challenge with his special "handcad"
process, and produced a measured sketch,
copies of which he distributed to all
present.
John went on to show a heavy-duty Lassy
brand precision tap and die holder
suitable for use in a lathe tailstock or
a vertical milling machine spindle. John
has made inserts to hold each size of
die that he usually uses in his shop.
John also showed a clever slitting saw
holder that he had made that uses a
drawbar to secure the saw blade, thus
allowing the saw to work close to the
vise.
In response to a request by a CAMS-er
who wanted to know more about drill bit
sharpening, Rich Kuzmack brought and
demonstrated the use of a Lisle
(pronounced "Lyle") sharpener.
Not for the micro-machinist, this rig
will sharpen bits from one-eighth inch
through one-and-one-quarter inch.
Fred Schirrmacher shared a tip for
making containers for small (below
number 60) drill bits: Recycle BIC pens
by cutting the body tube to length and
plugging one end with epoxy.
The group engaged in a discussion of the
downside of using lubricants (such as
WD-40) sprayed under pressure. When the
propellant expands, it produces a
cooling effect which, under proper
conditions of temperature and humidity,
tends to foster condensation on the
surface being sprayed. This can be
counterproductive when the lubricant is
being applied to prevent oxidization.
Jerry Tuwiner showed a die filer that he
made from a Metal Lathe Accessories kit
of iron castings that he purchased at
Cabin Fever (only three months earlier
this year!). Of particular interest was
Jerry's discussion of how he made files
for the machine by shortening hand
files, grinding down a shank, then
fitting the shank into a steel collar
with epoxy. (Recall that hand files cut
on the "push" stroke; Jerry
had to grind the new shank into the
teeth of the former tip in order to
produce a file that would cut on the
"pull" stroke for his filer.)
Tom Hubin brought some positioning
components that he had procured and
discussed his precision optical mirror
mount project. This prompted a lively
discussion by the group about the best
way to machine a cube of aluminum into
an octagon on a Sherline milling
machine.
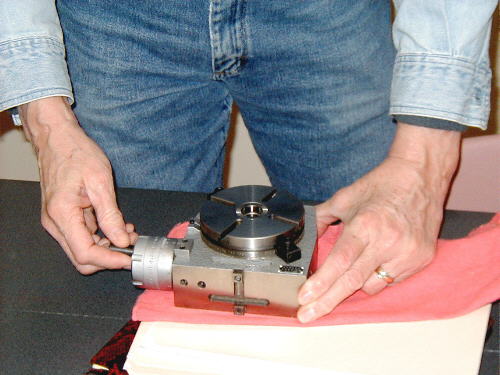
Ed Moninger concluded the show-and-tell
session by showing his Phase II brand
small vertical/horizontal rotary table.
No more than four or five inches square,
it prompted feelings of "I want
one!" from the small machine tool
operators in the group.
| Home | Mailing List | Meetings | Meeting History | Events | Event History | Tuckahoe | Resources | Links |